ფორიანობა ძალიან გავრცელებულია ალუმინის შედუღებისას.
საბაზისო მასალასა და შედუღების მავთულში არის გარკვეული რაოდენობის ფორები, ამიტომ შედუღების დროს აუცილებელია დიდი ფორების თავიდან აცილება, რათა ფორები არ აღემატებოდეს სტანდარტს. როდესაც ტენიანობა აღემატება 80℅-ს, შედუღება უნდა შეწყდეს. პორების ალბათობა სტანდარტს გადააჭარბებს ასევე 80℅ და ადვილია დაბრუნებული ნაჭრების წარმოება.
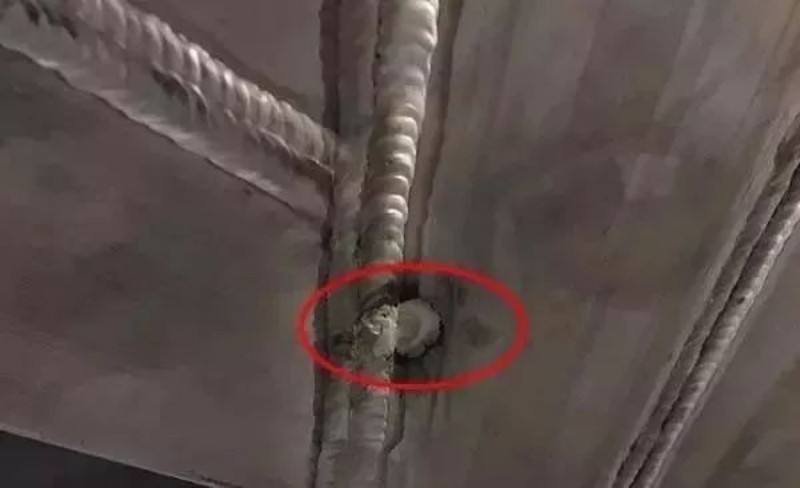
ნახატზე ნაჩვენები ტენიანობის მდგომარეობაში შედუღება დიდი ალბათობით გამოიმუშავებს დაბრუნების შეკვეთას.
Xinfa შედუღების მოწყობილობას აქვს მაღალი ხარისხის და დაბალი ფასის მახასიათებლები. დეტალებისთვის ეწვიეთ:Welding & Cutting Manufacturers – China Welding & Cutting Factory & Suppliers (xinfatools.com)


▲ტენიანობა▲
ხანდახან შავი მტვერი ეწებება შედუღებას, რა უნდა გავაკეთო?


▲შავი და ნაცრისფერი▲
სინამდვილეში, ვოლფრამის ელექტროდი დაბინძურებულია, ან ის ეხება გამდნარ აუზს ან შედუღების მავთულს და მას ალუმინი ეწებება. მხოლოდ მაშინ, როცა ვოლფრამის ელექტროდი გაწმენდილია, შეგვიძლია გავაგრძელოთ.

▲ დაბინძურებული ვოლფრამის ელექტროდი ყვავილოვანი კომბოსტოს ფორმისაა▲
ამ დროს საჭიროა მხოლოდ შედუღების აპარატის დასუფთავების სიგანის ქვევით მორგება, დენი ძირითადად 200-მდეა და რკალის შედუღება იწყება ჯართის ნაჭერზე. სულ რამდენიმე წამში ვოლფრამის ელექტროდი პატარა ბურთულას წარმოქმნის. თუ გსურთ ალუმინის კარგად შედუღება, პატარა ბურთი აუცილებელი პროდუქტია.

▲ დაარეგულირეთ დასუფთავების სიგანე ყველაზე დაბალ პარამეტრზე▲


▲ჯადოსნური პატარა ბურთი▲
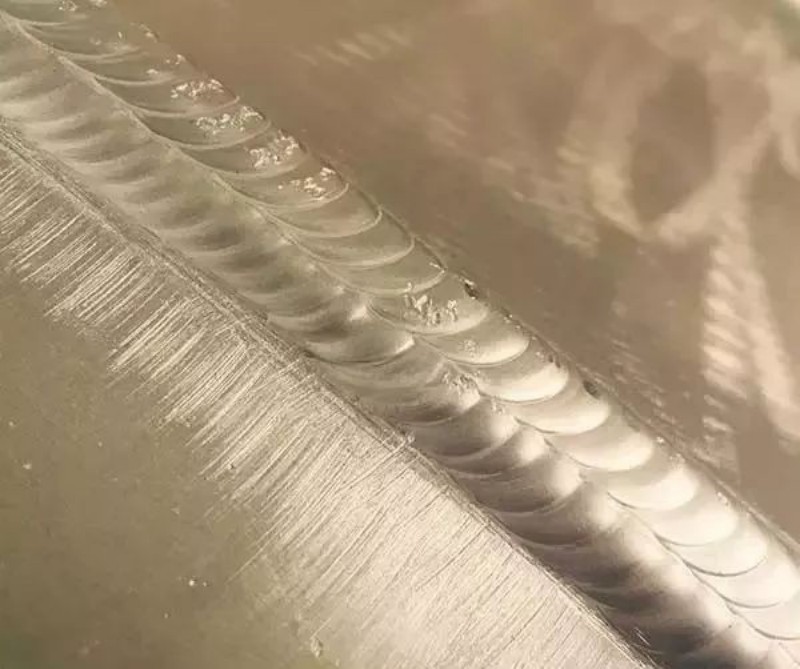
თუ შევადარებთ ალუმინის შედუღებას უჟანგავი ფოლადის, მე მირჩევნია ალუმინის შედუღება. ეს არ არის ისეთი პრობლემური, როგორც უჟანგავი ფოლადი, რომელიც საჭიროებს რხევას. ალუმინის შედუღება მარტივია და შედუღების იარაღი ძირითადად არ მოძრაობს. ეს ალუმინის მილი ლაინერით არის ფილე შედუღება და შედუღება არც ისე პრობლემურია.
დენის ზომიერად რეგულირებისას, საუკეთესო დენი არის ის, რომელსაც შეუძლია აკონტროლოს გამდნარი აუზი. თითოეული შედუღების აპარატის შესრულება განსხვავებულია, დენი განსხვავებული იქნება და რკალის მოქნილობაც განსხვავებული იქნება.




გამოქვეყნების დრო: სექ-29-2024


